
Рама откатных ворот своими руками
 | Комплекс работ направленный на установку откатных ворот в Ярославле посчитать самостоятельно - здесь: Цена откатных ворот |

Несколько статей о проведении комплекса работ при изготовлении откатных ворот.
Сам цикл разбит на несколько статей по видам основных работ.
Что это за основные направления:
Сам цикл разбит на несколько статей по видам основных работ.
Что это за основные направления:
- Подготовка к установке откатных ворот
- Как сделать фундамент для откатных ворот
- из бетона;
- с креплением к ростверку;
- на винтовых сваях;
- сваи ТИСЭ; - Каркас (рама) - эта тема
- Установка столбов:
- из бетона;
- закладные на столбах;
- крепление ловушек;
- крепление поддерживающих кронштейнов - Монтаж откатных ворот
- Установка зубчатой рейки своими руками
Третья статья из цикла: Как сделать откатные ворота
Как правильно сварить каркас откатных ворот
В этой статье мы приведем основные самые важные выдержки из официального технического релиза, завода производителя откатных комплектов. В котором приводятся рекомендации по правильной сварке ферм откатных ворот по консольному типу (несущая балка внизу фермы). Раму откатных ворот с верхней направляющей рассмотрим в отдельной статье. Покажем на примере некоторых фото как делать не правильно. Все оступления от рекомендаций и требований - могут привести к некорректной работе фермы откатных ворот.
Изготовление створки откатных самонесущих воротПравильно изготовленная створка обеспечит продолжительную работу всей конструкции без поломок.
Основным видом исполнения створки и наиболее часто используемым является створка, изготовленная по технологии цельносварных конструкций.
Створка представляет собой раму, плоскость которой зашита сплошным или решетчатым материалом. Рама створки выполняется из профильных труб сечением 40х40х, 60х30, 80х40, 120х60 и т.д.
Рама выполняется цельносварной.
Стороны рамы привариваются по четырем углам различными способами.
Для того чтобы выдержать плоскость створки и прямые углы, необходимо производить сварку на специальных сварочных столах размером не меньшим, чем размер створки. Сварщик при сварке должен контролировать тепловые поводки сварочных швов и при необходимости производить рихтовку конструкции, что из-за больших размеров и высокой прочности может быть затруднено.
После сварки швы необходимо зачищать шлифовальной машиной. Зашивка площади рамы осуществляется профлистом или другим материалом, который крепится внутрь рамы на дополнительные элементы.
Эти элементы, обычно трубы профильные 20х20 или другого сечения, крепятся внутрь рамы по всему периметру прерывистым сварочным швом.
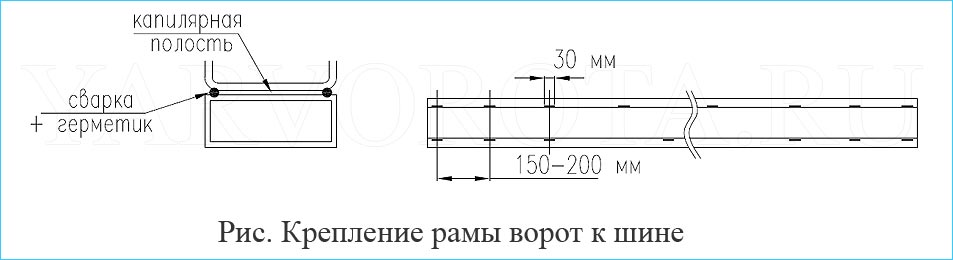
Недостатком данной стыковки является то, что в месте контакта любых двух профильных труб образуется капиллярная полость, куда при эксплуатации в уличных условиях, даже после покраски, попадают осадки, что вызывает образование ржавчины внутри полости и подтекание ржавчины на видимые места, что портит товарный вид и снижает срок службы изделия.
Основным видом исполнения створки и наиболее часто используемым является створка, изготовленная по технологии цельносварных конструкций.
Створка представляет собой раму, плоскость которой зашита сплошным или решетчатым материалом. Рама створки выполняется из профильных труб сечением 40х40х, 60х30, 80х40, 120х60 и т.д.
Рама выполняется цельносварной.
Стороны рамы привариваются по четырем углам различными способами.
Для того чтобы выдержать плоскость створки и прямые углы, необходимо производить сварку на специальных сварочных столах размером не меньшим, чем размер створки. Сварщик при сварке должен контролировать тепловые поводки сварочных швов и при необходимости производить рихтовку конструкции, что из-за больших размеров и высокой прочности может быть затруднено.
После сварки швы необходимо зачищать шлифовальной машиной. Зашивка площади рамы осуществляется профлистом или другим материалом, который крепится внутрь рамы на дополнительные элементы.
Эти элементы, обычно трубы профильные 20х20 или другого сечения, крепятся внутрь рамы по всему периметру прерывистым сварочным швом.
Недостатком данной стыковки является то, что в месте контакта любых двух профильных труб образуется капиллярная полость, куда при эксплуатации в уличных условиях, даже после покраски, попадают осадки, что вызывает образование ржавчины внутри полости и подтекание ржавчины на видимые места, что портит товарный вид и снижает срок службы изделия.
Для того чтобы исключить подтекание ржавчины следует все стыки загерметизировать акриловым герметиком перед покраской. Или использовать Т-профиль при изготовлении ворот.
Купить Т-профиль в Ярославле для откатных ворот можете у нас в Компании Городъ
Купить Т-профиль в Ярославле для откатных ворот можете у нас в Компании Городъ
Далее, в зависимости от дальнейшего применения, раму необходимо усилить элементами жесткости
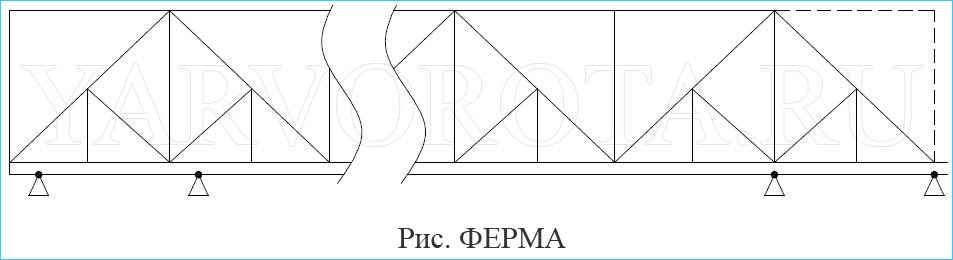
Конструкция створки воротСтворка ворот должна изготавливаться жесткой, но не перегруженной излишними элементами. Конструкция створки должна выполняться в виде несущей фермы, т.е. содержать в себе необходимые вертикальные и диагональные силовые элементы. На схеме показан чертеж каркаса откатных ворот как это должно быть в правильном исполнении.
Важно!
При проектировании фермы створки ворот вес направляющей должен учитываться в расчетах, но жесткость направляющей не должна учитываться при прочностном расчете
При проектировании фермы створки ворот вес направляющей должен учитываться в расчетах, но жесткость направляющей не должна учитываться при прочностном расчете
Важно!
Конструкция фермы ворот принципиально отличается от конструкции строительной фермы перекрытий зданий
Конструкция фермы ворот принципиально отличается от конструкции строительной фермы перекрытий зданий
Технологическая часть ворот всегда воспринимает самые высокие нагрузки (весовые и ветровые), поэтому ее рекомендуется изготавливать более жесткой.
Ворота должны "сами себя нести" - если зафиксировать технологическую часть створки, ворота не должны провисать под собственным весом.
На степень провисания створки влияет правильность конструкции фермы, а не количество и толщина стоечных элементов.
Для уменьшения провисания створки иногда рекомендуется использовать специальные натяжители, которые создают принудительное напряжение в ферме
Ворота должны "сами себя нести" - если зафиксировать технологическую часть створки, ворота не должны провисать под собственным весом.
На степень провисания створки влияет правильность конструкции фермы, а не количество и толщина стоечных элементов.
Для уменьшения провисания створки иногда рекомендуется использовать специальные натяжители, которые создают принудительное напряжение в ферме

При проектировании необходимо помнить, что при движении ворот по конструкции створки перемещаются и силовые воздействия от опор роликовых, что и отличает ферму ворот от фермы перекрытия.
Эти силовые усилия наглядно продемонстрированы на схеме:
Эти силовые усилия наглядно продемонстрированы на схеме:
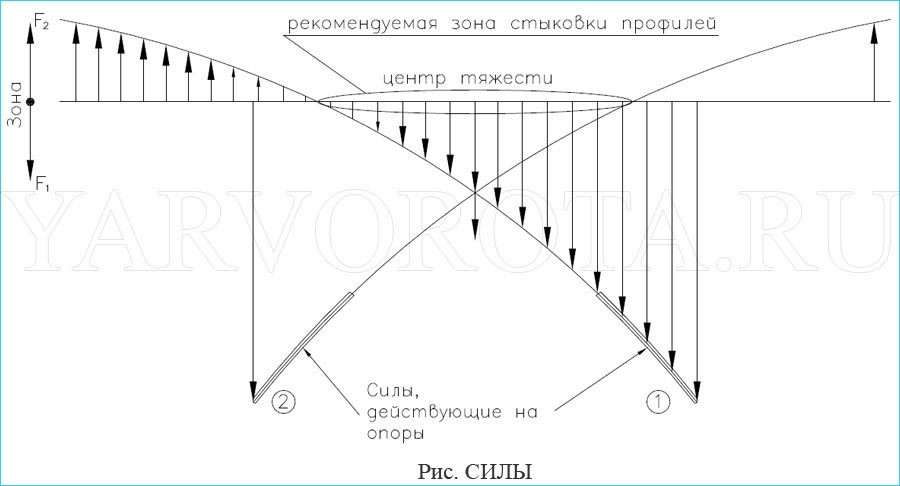
Из приведенных данных видно, что при различном положении ворот некоторые элементы фермы воспринимают одновременно растяжение и сжатие (это часто затрудняет расчеты) В связи с очень высокими перемещаемыми точечными нагрузками, создаваемыми роликовыми опорами, конструкцию фермы иногда необходимо дополнять специальными элементами, повышающими жесткость отдельных участков створки.

Дополнительные элементы необходимы для уменьшения прогиба нижней горизонтальной трубы рамы ворот.
При сильном прогибе трубы силовой рамы для откатных ворот могут произойти следующие поломки:
При сильном прогибе трубы силовой рамы для откатных ворот могут произойти следующие поломки:
- А. При прогибе трубы ворот будет прогибаться и направляющая, что может привести при большом систематическом изгибе к разгибанию направляющей (примером может служить швеллер, согнутый в направлении полочек - полочки чаще всего разгибаются в разные стороны).
- В. При систематическом большом прогибе нижней трубы может наступить усталость металла, что резко снизит срок службы ворот.
- С. При систематическом большом прогибе нижней трубы часто встречается проблема с отслаиванием краски или с обрезанием тяговыз заклепок, которые крепят профлист, т.к. нижняя труба перемещается в большом вертикальном диапазоне вдоль профлиста.
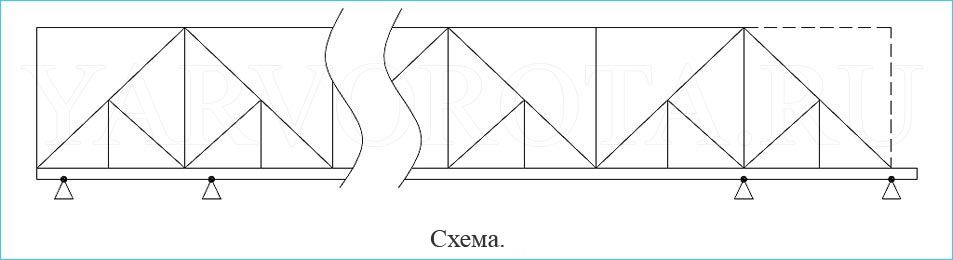
Распространенная ошибка!
При производстве больших отканых самонесущих ворот в технологической части делается большая диагональ и никак не фиксируется нижняя труба. Это приводит к сильным прогибам, т.к. там самые высокие нагрузки
При производстве больших отканых самонесущих ворот в технологической части делается большая диагональ и никак не фиксируется нижняя труба. Это приводит к сильным прогибам, т.к. там самые высокие нагрузки
На схеме каркаса откатных ворот видно, что узловые точки фермы ворот рекомендуется делать над роликовыми опорами в крайнем закрытом положении ворот, т.е. в точках с наибольшими силами.
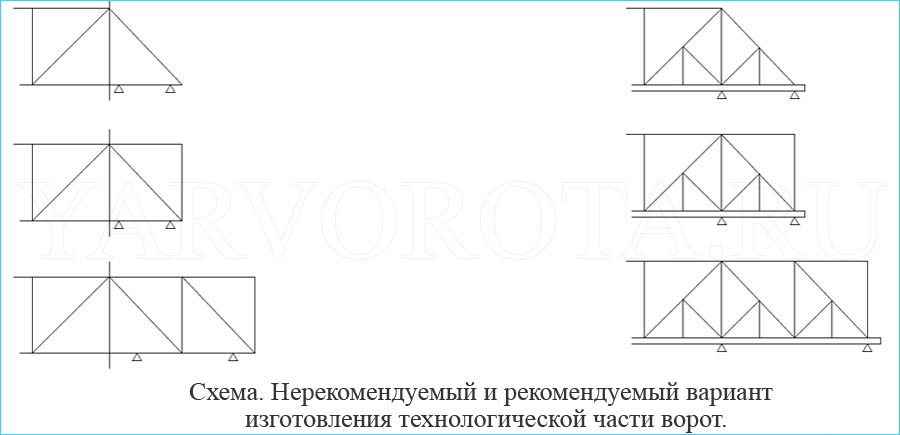
В этих точках силы будут передаваться на ферму створки, а не на нижнюю трубу рамы. При проектировании фермы ворот рекомендуем использовать следующие схемы:
В этих точках силы будут передаваться на ферму створки, а не на нижнюю трубу рамы. При проектировании фермы ворот рекомендуем использовать следующие схемы:
Ветровая жесткость створки откатных ворот
На ветровую жесткость створки влияет ширина конструкции фермы.Это означает следующее - трубы, составляющие раму ворот, должны иметь максимальную ширину в горизонтальной плоскости, при этом необязательно иметь большую высоту труб, т.к. вертикальную жесткость створки обеспечивает ферма.
ВАЖНО!
При изготовлении ферм тяжелых ворот можно столкнуться с деформацией стенок профильных труб, в наиболее нагруженных узловых точках фермы.
При изготовлении ферм тяжелых ворот можно столкнуться с деформацией стенок профильных труб, в наиболее нагруженных узловых точках фермы.
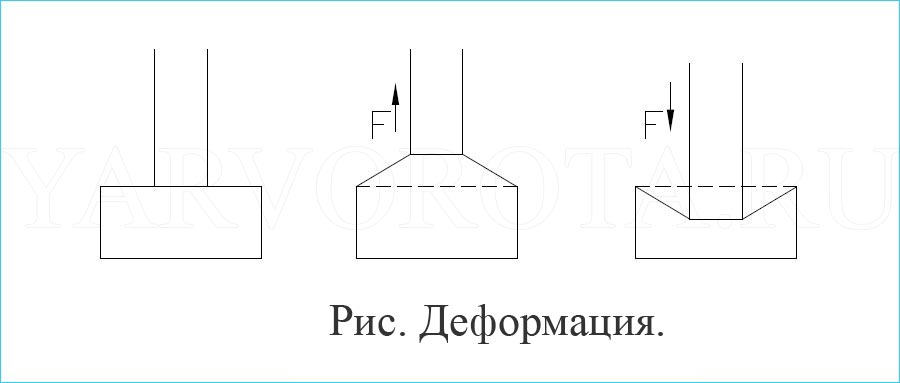
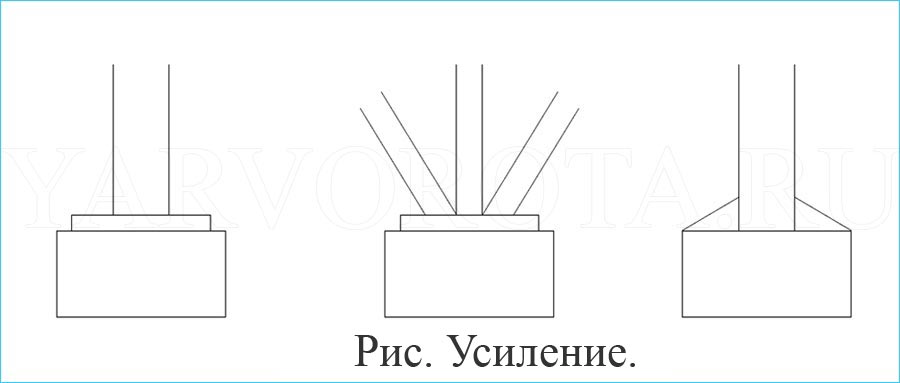
Для борьбы с этой проблемой необязательно использовать трубы с бОльшей толщиной стенки, можно выполнить усиленный каркас откатных ворот. Так как как усилить каркас откатных ворот ? Для этого нужно в узловых точках использовать толстые подкладочные пластины или косынки
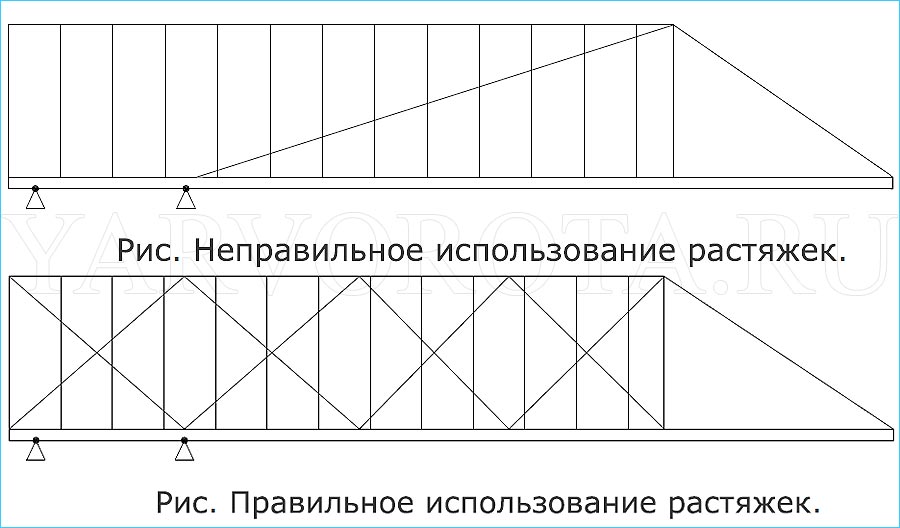
При изготовлении створки ворот с вертикальным решетчатым заполнением обязательно использование диагональных элементов жесткости.
Не рекомендуется использовать тросовые растяжки для повышения жесткости ферм, в некоторых случаях они даже уменьшают прочность фермы.
Не рекомендуется использовать тросовые растяжки для повышения жесткости ферм, в некоторых случаях они даже уменьшают прочность фермы.
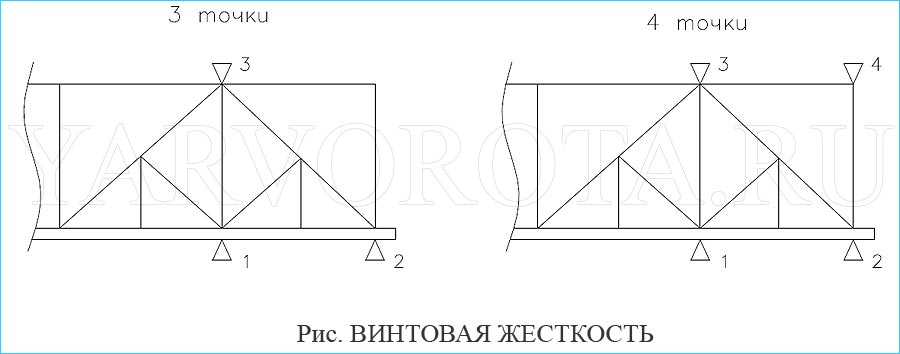
Винтовая жесткость створки откатных ворот
На общую жесткость створки откатных самонесущих ворот влияет винтовая жесткость створки.Винтовая жесткость створки в большей степени зависит не от жесткости металла, из которого сделана рама ворот, а от ширины рамы ворот и способа монтажа ворот.
Для получения более жестких ворот монтаж створки необхдимо производить с использованием четырех точек крепления, а не трех: две роликовые опоры и два верхних фиксатора (ролики резиновые в сочетании кронштейнами).
Стыковка направляющих (профилей) и снятие напряжений
ВАЖНО!В процессе изготовления ворот необходимо правильно подготовить направляющую отдельно от створки для последующего монтажа к готовой створке ворот
Правильная подготовка направляющей упрощает процесс изготовления и монтажа ворот.
Подготовка направляющей начинается с изготовления цельного куска необходимой длины.
При необходимости требуется производить стыковку нескольких направляющхих.
При стыковке важно правильно выбрать место стыка направляющей, подготовить торец направляющей, правильно сварить и зачистить стык.
Выбор места стыка направляющей
Необходимо правильно определить место расположения стыковочного (сварного) шва относительно створки ворот.ВАЖНО!
Расположение стыковочного шва недопустимо в технологической части ворот, т.к. нагрузки в технологической части самые высокие, и при прохождении роликами опоры сварного шва, будут возникать нежелательные нагрузки на направляющую.
Целесообразно располагать стыковочный шов в том месте, где он будет взаимодействовать только с верхнкими роликами обеих роликовых опор (рис.)
Зона, в которой рекомендуется производить стыковку направляющих, определяется очень легко и располагается на расстоянии равном расстоянию между центрами роликовых опор, в обоих направлениях от центра массы готовых ворот.
Удобная зона зачистки при стыковке направляющей
На схеме показано наиболее удобное место для зачистки, где можно обеспечить достаточно гладкую и ровную поверхность сварочного шва.
Если невозможно произвести стыковку направляющей в рекомендуемой зоне, то допускается располагать место стыка в противоположной стороне от технологической части ворот.
Если расположить стыковочный шов в со стороны технологической части, то при открывании/закрывании ворот может происходить вертикальное покачивание створки, которое будет видно.
Это покачивание происходит при проезде роликовой опоры через некачественный стыковочный шов.
Если расположить стыковочный шов в со стороны технологической части, то при открывании/закрывании ворот может происходить вертикальное покачивание створки, которое будет видно.
Это покачивание происходит при проезде роликовой опоры через некачественный стыковочный шов.
Подготовка торца направляющей шины, сварка и зачистка
Для ниалучшего качества стыковки напрвляющих необходимо правильно подготовить кромки профиля. Недостаточность подготовки кромки профиля влечет за собой:- А. Сдвиг направляющих пи сварке. При торцевой сварке очень сложно состыковать направляющие по перимтеру;
- В. Наличие больших зазоров, через которые могут попасть капли сварного шва внутрь направляющей и застыть там, уменьшая внутренние размеры, а зачистка шины изнутри очень затруднительна;
Для правильной стыковки направляющих необходимо:
- А. Произвести ровную торцовку направляющих, для это лучше всего использовать ленточно-пильный станок.
- В. Выдержать максимальную прямолинейность получаемого сварного узла.
Для этого сварку необходимо поизводить на специальном ровном столе длинной не менее длинный требуемой направляющей. - С. Для обеспечения удобной и хорошей сварки правильно подготовить кромку торцов направляющих.
Рекомендуется снимать фаску на половину толщины материала. - D. При стыковке направляющих с заводскими кромками рекомендуется подрезать (укоротить) профиль на 100-150 мм, для удаления разогнутого торца (если такое имеет место).
Снятие напряжений и выравнивание направляющих и профильных труб
Так как практически невозможно абсолютно точно состыковать направляющие, их рекомендуется выравнивать методом локального снятия напряжений.Таким же методом можно дорабатывать стандартно поставляемые направляющие, или трубы профильные, используемые для производства створки.
Метод локального снятия напряжений
Для локального снятия напряжений понадобится сварочная газовая грелка и ровный стол длиной не менее длины выравниваемого профиля.Выравнивание необходимо начинать с крепления одного торца напрвляющей к ровному сварочному столу пазом вниз на прихватки электросваркой.
Через каждые 1,5-2 метра необходимо, выравнивая профиль, крепить его к столу прихватками.
Для упрощения выравнивания можно придерживаться следующих рекомендаций:
- А. Прямолинейность профиля можно проверять по одному, специально подготовленному краю сварочного стола.
- В. Закручивание профиля можно проверять специальным инструментом (уровень) по верхней поверхности профиля.
Предварительное крепление при выравнивании профиля для удобства можно производить с помощью струбцин.

После того как профиль закреплен на сварочном столе прихватками, необходимо снять напряжение.
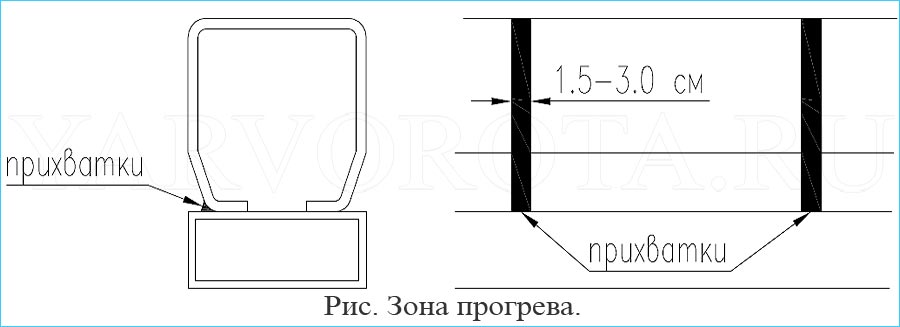
Для этого газом следует прогреть профиль в точках, где он прикреплен к столу.
Важно помнить, что прогрев возможно производить только поперек профиляс шириной прогрева не более нескольких сантиметров (ширина пламени газовой горелки).
Прогрев допускается только по трем сторонам прикрепленного профиля.![]() Прогрев нельзя производить вдоль профиля, т. к. это может привести к изменению геометрии и снижению прочности направляющей.
Прогрев нельзя производить вдоль профиля, т. к. это может привести к изменению геометрии и снижению прочности направляющей.
Для этого газом следует прогреть профиль в точках, где он прикреплен к столу.
Важно помнить, что прогрев возможно производить только поперек профиляс шириной прогрева не более нескольких сантиметров (ширина пламени газовой горелки).
Прогрев допускается только по трем сторонам прикрепленного профиля.
Крепление каркаса откатных ворот к шине
После снятия напряжений к направляющей можно крепить створку ворот.Сварить правильно каркас для откатных ворот после подготовки шины, намного легче. Рекомендуется это делать, не отрезая направляющую от стола до полной сварки ворот. Так как направляющая выставлена по уровню, створку легко закрепить вертикально.
Рекомиендуется производить постепенное крепление напрвляющей к раме ворот от одного торца к другому прерывистым сварочным швом, шахматном порядке.
Перед сваркой направляющую и раму рекомендуется загрунтовать. Нежелательно производить сварку сначала с одной стороны конструкции, а потом с другой, это может привести к изгибанию конструкции из-за тепловых поводок.
Хорошо изготовленные ворота будут сами стоять на гладком и ровном полу на роликовых опорах даже без поддержки верхнего фиксатора в вертикальном положении.
Мы не все делаем как здесь описано. 
И не со всем согласны. Какие-то технологические процессы выполняем в более удобном для себя режиме. Но мы обязательно придерживаемся рекомендаций по изготовлению откатных ворот.
Не столь важно как изготавливается рама. Пример: На фото каркас откатных ворот выполненный с отсутуплением всех рекомендаций. Главное чтобы она была жесткой и выполняла возложенные на нее фуекции. Самые частые ошибки происходят именно при нестандартных вариантах рам. Под зашивку доской или штакетником. Ковка и т.д. Это не значит, что нужно варить обязательно с диагональными укосинами, фермами, распорками. Если визуально это портит концепцию, главное жесткость.
Как в таких случаях Вы ее добьетесь - думайте.
Не сможете - приходите к нам!
Обращайтесь к нам. В ООО Компания Городъ.
Мы сделаем все и в лучшем виде.
Мы вне конкуренции !
Задать вопрос !
Или посчитать в калькуляторе самостоятельно:
Стоимость откатных ворот
Мы сделаем все и в лучшем виде.
Мы вне конкуренции !
Задать вопрос !
Или посчитать в калькуляторе самостоятельно:
Стоимость откатных ворот